













{kind=link}
Επισκευή Ρωγμών με Εποξικές Ρητινενέσεις
Τοποθέτηση Ακροφυσίου Ρητινένεσης
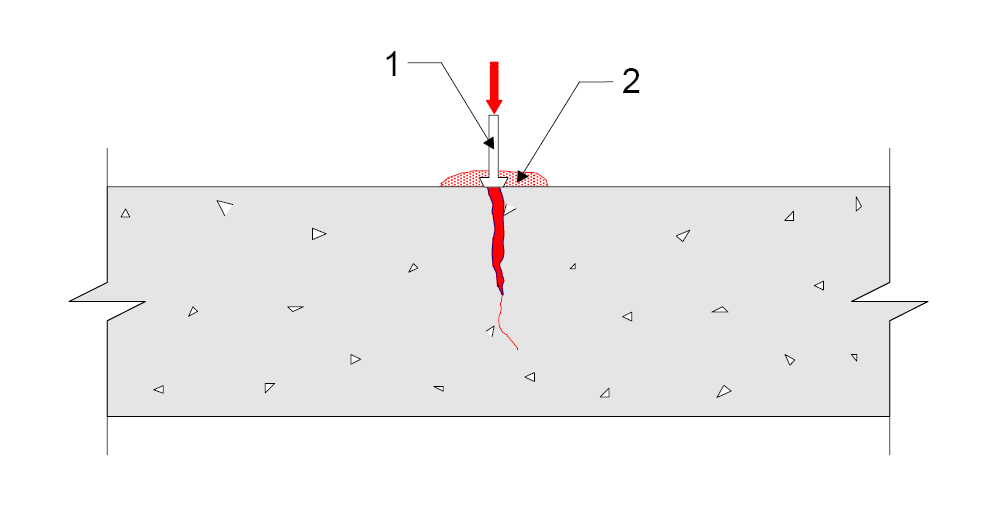
Οι ρητινενέσεις είναι τεχνική που εφαρμόζεται για αποκατάσταση των ρωγμών του οπλισμένου σκυροδέματος. Αρχικά γίνεται σφράγιση της ρωγμής και τοποθέτηση ακροφυσίων ανά τακτά διαστήματα και έπειτα γίνεται ένεση λεπτόρευστης εποξειδικής ρητίνης. Με τον τρόπο αυτό επιτυγχάνεται η συγκόλληση του ρηγματωμένου σκυροδέματος και η αποκατάσταση της στατικής συνέχειας.
Το αρμολόγημα είναι επίσης μία από τις τεχνικές αποκατάστασης λίθινων κατασκευών (διατηρητέα κτίρια, μοναστήρια, εκκλησίες, μνημεία αρχαιολογικού ενδιαφέροντος). Εφαρμόζεται αφενός σε περιπτώσεις αποδιοργανωμένων φερουσών τοιχοποιιών και αφετέρου σε διακοσμητικές επεμβάσεις.
Προδιαγραφές Οδηγιών για την Επισκευή Ρωγμών και Αποκολλήσεων σε Κατασκευές από Σκυρόδεμα και Ξύλο με Ενέση Υγρών Εποξικών (Εποξειδικών) Συγκολλητικών Ρητινών
Σκοπός
Οι οδηγίες προδιαγραφών που περιγράφονται απευθύνονται σε μηχανικούς, αρχιτέκτονες και εργολάβους με σκοπό να τους βοηθήσουν να προσδιορίσουν τις απαιτήσεις για την επισκευή ρωγμών και αποκολλήσεων σε κατασκευές από σκυρόδεμα ή ξύλο, συγκόλληση μεταλλικών πλακών, και στερέωση αγκυρίων με υγρές εποξικές συγκολλητικές ρητίνες. Οι προδιαγραφές αυτές περιγράφουν τις ελάχιστες απαιτήσεις για τέτοιες επισκευές από πιστοποιημένους εφαρμοστές, οι οποίοι χρησιμοποιούν την τεχνική των Ρητινενέσεων, με ενέσιμες εποξικές ρητίνες, τεχνικές και εξοπλισμό.
Υπάρχει ξεχωριστή προδιαγραφή για επισκευές με εποξειδικές πάστες που χρησιμοποιούνται γενικά για το γέμισμα μεγάλων ρωγμών και αποκολλήσεων, σε εφαρμογές οροφών, συγκολλήσεις μεταλλικών πλακών, και γενικά σε εφαρμγές όπου ή σφράγιση της πίσω πλευράς δεν είναι εφικτή ή είναι εφικτή με μεγάλη δυσκολία.
Περιγραφή
Οι προδιαγραφές αυτές προσδιορίζουν τα υλικά και τον εξοπλισμό, την εκτέλεση της εργασίας, την επίβλεψη της ποιότητας της εργασίας, τα προσόντα του εφαρμοστή και του εργατικού προσωπικού, και παρέχει πληροφορίες για την καταμέτρηση και την πληρωμή. Οι προδιαγραφές που περιγράφονται εδώ θεωρούνται τυπικές και ενδέχεται να πρέπει να τροποποιηθούν αναλόγως τις ανάγκες της κάθε εφαρμογής.
| 1.0 | Γενικά | |
| Ο Εργολάβος ή το συνεργείο του, με την προυπόθεση ότι πληρούν τις προυποθέσεις, θα παρέχουν όλα τα υλικά, τον εξοπλισμό ενέσεων και συμπληρωματικό εξοπλισμό, εργαλεία, εργασία και επίβλεψη αναγκαία για την επισκευή ρωγμών, αποκολλήσεων, ή πλήρωση οπών σε σκυρόδεμα ή ξύλινες κατασκευές, καθές και τους δειγματολειπτικούς ελέγχους για την επιβεβαίωση ότι η επισκευή έχει γίνει με επιτυχία. | ||
| 2.0 | Υλικά, Εργαλεία και Εξοπλισμός | |
| 2.1 | Ενέσιμες Ρητίνες | 2.1.1 Η ενέσιμη ρητίνη θα είναι δύο συστατικών εποξική (εποξειδική) συγκολλητική ρητίνη με ικανότητα να συγκολλήσει σκυρόδεμα, ξύλινες ή μεταλλικές επιφάνειες. 2.1.2 Για ενέσεις σε ρωγμές έως 6 mm, αποκολλήσεις, ενώσεις σε "παγωμένο" σκυρόδεμα που έχει ήδη σφύξει, και ωπές σε θερμοκρασίες μεγαλύτερες από 15°C, η εποξική ρητίνη πρέπει να έχει μικτό ιξώδες από 300 έως 600 cps στους 23°C. Για εφαρμογή σε θερμοκρασίες χαμηλότερες από 15°C και για μικρές ρωγμές (μικρότερες από 0,25 mm), η συγκολλητική ρητίνη θα πρέπει να έχει μικτό ιξώδες στους 23°C από 150 έως 225 cps. Γιά όλες τις εφαρμογές που απαιτούν αντοχή σε φορτία η ρητίνη θα πρέπει να έχει θερμοκρασία θερμικής παραμόρφωσης (ΘΘΠ), τουλάχιστον 54,5°C. Για επισκευές δομικών στοιχείων στα οποία η εσωτερική θερμοκρασία λειτουργίας ξεπερνά τους 40,5°C, η ΘΘΠ της ρητίνης που θα χρησιμοποιηθεί θα πρέπει να είναι 25°F μεγαλύτερη από την μέγιστη θερμοκρασία λειτουργίας. 'Ολες οι άλλες φυσικές ιδιότητες θα πρέπει να είναι σύμφωνα με τις απαιτήσεις του ASTM C881, Type IV. Συγκολλητικές ρητίνες σε εφαρμογές χωρίς υποβάσταξη φορτίου θα πρέπει να είναι σύμφωνα με τις απαιτήσεις του ASTM C881, Type I. 2.1.3. Για εφαρμογές σε γεμίσματα οπών και την επισκευή μεγάλων ανοιγμάτων και αποκολλήσεων μια ρευστή συγκολλητική εποξική ρητίνη δύο συστατικών με μεγάλο ανοιχτό χρόνο (τουλάχιστον 1,5 ώρα) πρέπει να χρησιμοποιηθεί. Το προιόν πρέπει να έχει φυσικές ιδιότητες σύμφωνα με το πρότυπο ASTM C881, Type I με την εξαίρεση ότι ο χρόνος ωρίμανσης πρέπει να είναι 14 ημέρες σέ όλες τις δοκιμές. |
| 2.2 | Σφράγιση Επιφάνειας | 2.2.1 Η εφαρμογή του σφραγιστικού υλικού πρέπει να εσωκλείει πλήρως το υγρό ενέσιμο σφραγιστικό. Εάν είναι αναγκαίο η σφράγιση θα πρέπει να γίνει και στις δύο πλευρές του τοίχου, του πατώματος ή της οροφής που θα επισκευαστεί. 2.2.2 Το σφραγιστικό υλικό θα πρέπει να έχει επαρκεί αντοχή να συγκρατήσει τα ακροφύσια της ένεσης στην θέση τους και την αντοχή στην πίεση κατά την διάρκεια της ένεσης και της ωρίμανσης. Η αφαίρεση της σφράγισης θα πρέπει να είναι δυνατή χωρίς την αλλαγή της επιφάνειας. |
| 2.3 | Εξοπλισμός | 2.3.1 Γενικά. Ο φορητός εξοπλισμός που θα χρησιμοποιηθεί πρέπει να περιέχει αντλίες θετικής εκτόπησης με μετρητή, οι οποίες είναι να έχουν ρύθμιση να παρέχουν παροχή ρητίνης ανάλογη με την σύνθεση της ενέσιμης ρητίνης δύο συστατικών. Η ανάμιξη της συγκολλητικής ρητίνης και πάστας θα πρέπει να γίνει με στατικό αναμίκτη. Τα εργαλεία μπορεί να είναι είτε πνευματικά (με συμπιεσμένο αέρα) είτε ηλεκτρικά. 2.3.2 Απαιτήσεις Ειδικού Εξοπλισμού. (a) Ανοχή αναλογίας. Ο εξοπλισμός ενέσεων θα πρέπει να είναι ικανός να διατηρεί την αναλογία όγκου των συγκολλητικών συστατικών κατά την συνεχή ροή του μίγματος με ανοχή +/- 5%. (b) Ελέγχος Πίεσης. Ο εξοπλισμός ένεσης θα πρέπει να διαθέτει αυτόματο ρυθμιστή πίεσης που να επιτρέπει την λειτοργία σε οποιαδήποτε προρυθμισμένη πίεση εντός των ορίων λειτουργίας του εξοπλισμού. (c). Αυτόματο Σταμάτημα. Ο εξοπλισμός ένεσης θα πρέπει να διαθέτει αυτόματο σταμάτημα για να αποφευχθεί η παροχή από ένα μόνο συστατικό σε περίπτωση που το δεύτερο συστατικό εξαντληθεί. |
| 3.0 | Εργασία Επισκευής Ρωγμών με Ρητινενέσεις | |
| 3.1 | Πρόκριση προ εργασιών | 3.1.1 Ο εργολάβος/εφαρμοστής θα επιδείξει ικανοποιητικά στον Μηχανικό την ικανότητά του να εκτελέσει την εργασία επισκευάζοντας ένα μέρος της ρωγμής, ή μια ρωγμή τουλάχιστον 2,5 μέτρα σε μήκος, επιλεγμένη από τον μηχανικό, εφαρμόζοντας τις μεθόδους που περιγράφονται παρακάτω. 3.1.2 Ο εργολάβος/εφαρμοστής θα πρέπει να πληρωθεί για την εργασία δοκιμής με την ίδια βάση όπως και στο σύνολο της εργασίας. 3.1.3 Η ικανότητα του εργολάβου/εφαρμοστή να εκτελέσει την εργασία θα πρέπει να επιβεβαιωθεί με έλεγχο δύο δειγμάτων κατά την διαδιακασία όπως αυτή περιγράφεται στην παράγραφο 3.5.1.6 έως 3.5.1.8. τα οποία θα ληθφούν σε δύο σημεία που θα υποδειχθούν από την μηχανικό. 3.1.4 Η αποδοχή της επίδειξης με τα αποτελέσματα των δοκιμίων από τον Μηχανικό θα πρέπει να είναι γραπτή, δίνοντας στον εργολάβο/εφαρμοστή την άδεια να προχωρήσει και να ολοκληρώσει τις εργασίες με την προυπόθεση της περιοδικής δειγματοληψίας όπως αυτή περιγράφεται στην παράγραφο 3.5.1.2. |
| 3.2 | Προετοιμασία Επιφάνειας, Τοποθέτηση Ακροφυσίων Ρητινενέσεων | 3.2.1. Οι επιφάνειες γύρω από τις ρωγμές ή άλλες επιφάνειες εφαρμογής θα πρέπει να καθαριστούν από σκόνη, βρωμιές, λάδια, άλατα, χρώματα, ή άλλα ξένα σώματα ή υλικά που μπορεί να εμποδίσουν την δημιουργία συμπαγούς δεσμού του σφραγιστικού υλικού πριν την ένεση της εποξικής ρητίνης. 3.2.2 Τα σημεία εισόδου θα πρέπει να βρίσκονται είτε απευθείας πάνω στην ρωγμή, είτε σε τρύπες ανοιγμένες με κρουστικό τρυπάνι που διαπερνούν τις ρωγμές. Η τοποθέτηση των ακροφυσίων πρέπει να γίνει με τέτοιο τρόπο ώστε να μην φράζεται η ρωγμή και να εμποδίζεται η παιρετέρω ένεση της συγκολληιτικής ρητίνης. 3.2.3 Για διαμπερείς ρωγμές, τα ακροφύσια ενέσεων, θα πρέπει να τοποθετηθούν κατά μήκος της ρωγμής, σε διαστήματα όχι μικρότερα από το το πάχος της ρηγματωμένης πλάκας ή τοίχου στο συγκεκριμένο σημείο. 3.2.4 Η απόσταση των ενέσιμων ακροφυσίων για την επισκευή ρωγμών οι οποίες δεν διαπερνούν εντελώς το δομικό στοιχείο δεν πρέπει να είναι μικρότερες από το μετρημένο βάθος της ρωγμής. 3.2.5 Ο υλικό επιφανειακής σφράγισης θα πρέπει να εφαρμοσθεί στην πρόσωψη της ρωγμής ανάμεσα και γύρω από τα ακροφύσια ενέσεως. Για διαμπερείς ρωγμές, η επιφανειακή σφράγιση πρέπει να γίνει και από τις δύο πλευρές. 3.2.6 Η ένεση της συγκολλητικής ρητίνης δεν θα πρέπει να ξεκινήσει προτού το υλικό σφράγισης έχει επαρκή χρόνο ωρίμασης, για να αποκτήσει τις απαιτούμενες αντοχές να αντέξει την πίεση κατά την ενέσιμη διαδικασία. |
| 3.3 | Ένεση | 3.3.1 Η ένεση της συγκολλητικής ρητίνης θα πρέπει να ξεκινήσει από το χαμηλότερο σημείο και να συνεχίσει έως ότου η ρητίνη αρχίσει να ρέει από το επόμενο σημείο ένεσης στο αμέσος ψηλότερο σημείο. 3.3.2 Αμέσως όταν εμφανιστεί ή ρητίνη στο επόμενο σημείο ένεσης, η ένεση πρέπει να σταματήσει, να σφραγισθεί το σημείο αυτό, και η διαδικασία να συχενίσει στο επόμενο σημείο. 3.3.3 Η διαδικασία της ένεσης, της αναμονής να εμφανισθεί ρητίνη σε επόμενο σημείο, η σφράγιση του ακροφυσίου, και η συνέχιση στο επόμενο σημείο πρέπει να συνεχίσει εώς ότου γεμίσει όλη η ρωγμή. 3.3.4 Η διαδικασία της ένεσης που περιγράφεται στις 3.3.1 έως 3.3.3 μπορεί να τροποποιηθεί στο βαθμό κατά τον οποίο η ένεση στο αρχικό ακροφύσιο μπορεί να συνεχισθεί μετά την εμφάνιση της ρητίνης στο επόμενο ακροφύσιο σφραγίζοντας το ακροφύσιο αυτό, και περιμένοντας την εμφάνιση (υπερχείλιση) στο επόμενο(α) ακροφύσιο(α) σε υψηλότερο(α) σημείο(α). Η τροποποίηση αυτή της αρχικής διαδιακασίας ενέσεως μπορεί να χρησιμοποιηθεί εάν η ενέσιμη πίεση δεν αυξάνεται σημαντικά, οι σφαγίσεις των ακροφυσίων παραμένουν στην θέση τους, και δεν εμφανίζεται καμία διαρροή συγκολλητικής ενέσιμης ρητίνης. 3.3.5 Εάν η μεταφορά της συγκολλητικής ρητίνης από ακροφύσιο σε ακροφύσιο δεν γίνεται εμφανής, η εργασία θα πρέπει να σταματήσει και διορθωτικές εργασίες θα πρέπει να λάβουν μέρος, οι οποίες μπορεί να περιέχουν την επανατοποθέτηση των ακροφυσίων, ή το άνοιγμα σειράς από τρύπες που διαπερνούν εγκάρσια την ρωγμή από διαφορετική γωνία. Η εργασία αυτή θα πρέπει να εκτελεσθεί μόνο μετά από την έγκριση του επιβλέποντα Μηχανικού. |
| 3.4 | Τελικό στάδιο | 3.4.1 Αφού η ρωγμή έχει γεμίσει πλήρως, θα πρέπει να δωθεί στην ενέσιμη συγκολλητική ρητίνη επαρκής χρόνος να ωριμάσει σε τέτοιο βαθμό έτσι να μπορεί να γίνει αφαίρεση της σφράγισης χωρίς να τρέξει καθόλου ρητίνη ή να παραμορφωθεί γειτονική επιφάνεια. 3.4.2 Όλη η ποσότητα συγκολλητικής σφραγιστικής πάστας και ενέσιμης ρητίνης που έχει τρέξει ή έχει χυθεί εκτός της ρωγμής πρέπει να απομακρυνθεί προσεκτικά από την επιφάνεια, εάν αυτό υποδειχθεί από τον επιβλέποντα Μηχανικό. 3.4.3 Η επιφάνεια της επισκευασμένης ρωγμής θα πρέπει να βρίσκεται στο ίδιο επίπεδο με την γειτονική επιφάνεια, ενώ μικροεγκοπές ή εξογκόματα από την τοποθέτηση των ακροφυσίων θα πρέπει να αφαιρεθούν, εάν αυτό υποδειχθεί από τον επιβλέποντα Μηχανικό. 3.4.4 After the work has been accepted by the Engineer, test core holes shall be filled using a two component epoxy grout mix, applied by hand trowel and thoroughly rodded and tamped in place. The surface finish shall match the color and texture of the adjacent surface to the satisfaction of the Engineer. Materials and procedures for filling test core hole shall be submitted to and approved by the Engineer before proceeding with this work. 3.4.5 Seal removal (3.4.1) and surface finishing (3.4.3) shall be specific bid items or factors in negotiated work, while removal of runs or spills (3.4.2) is included in the contract price. Filling and finishing of test cores holes (3.3.4) shall be paid for by the owner (see also 3.5.1.4). |
| 3.5 | Επιθεώρηση Ποιότητας Εργασίας | |
| 3.5.1 Core testing to verify adhesive penetration and bond strength. Note: It is imperative that the location of tendons in structures be known and none are cut in the coring process. 3.5.1.1 The contractor/subcontractor shall obtain test core samples adequate in diameter to intersect the crack to the full depth of the core, if possible. 3.5.1.2 In addition to the two demonstration test cores (3.1.3), two test cores samples shall be taken in the first one hundred lineal feet of repaired crack and one test core for each one hundred lineal feet thereafter. The test cores shall be taken from locations as selected by the Engineer. 3.5.1.3. At the direction of and at locations identified by the Engineer, contractor/subcontractor shall take two core samples of sound concrete (wood), if its strength is not known or is subject of disagreement. The cores shall be tested in accordance with the method specified in 3.5.1.6 to 3.5.1.8 and their average compressive strength shall establish the minimum bond strength required for test cores to be acceptable. 3.5.1.4 All core sampling and testing, including demonstration and verification core sampling and testing shall be performed at the owner's expense. 3.5.1.5 The contractor/subcontractor shall provide all following labor, materials and services for core sampling and testing as directed by the Engineer, including and not limited to: (a) Preparation, handling, storage and transportation of epoxy injection test core specimens. (b) Providing suitable containers for the storage, curing and transportation of test specimens. (c) Providing a suitable storage area for test equipment, supplies and other items required for sampling and space for testing, if field tests are conducted. (d) Making arrangements for core testing be an independent testing facility. 3.5.1.6 Methods of Test Core Testing. (a) Adhesive Penetration: Visual Inspection (b) Bond Strength/Compression Test: ASTM C 42 3.5.1.7 Test Requirements. (a) Adhesive penetration: A minimum of 90 % of the crack shall be filled with injection adhesive, as visible by inspection the core surfaces. (b) Bond Strength: Concrete - Failure primarily in concrete before adhesive failure becomes apparent at 90% of the concrete or the sound concrete(see 3.5.1.3) sample (average) compressive strength. For concrete with a compressive strength of 6,500 psi or greater, the test cores shall not fail below 90 % of the actual compressive strength or at 6,500 psi, whichever is lower. Wood - Failure in the wood grain. 3.5.1.8 Test Evaluation and Acceptance. (a) Cores taken from work area pass tests: Work is accepted as performed. (b) Cores taken from work area fail in tests due to lack of adhesive penetration: The work in this area shall be stopped until the crack area represented by the failing test core has been re-injected, re-cored (verification cores), as directed by the Engineer and satisfactorily re-tested. (c) Cores taken from work area fail due to lack of bond strength: The work shall be stopped in that area. Two additional test cores (verification cores) shall be taken at the direction of the Engineer and tested. Compliance of the verification cores with the test requirements of 3.5.1.7 shall constitute permission to resume work. Upon failure of the verification cores to meet the test requirements of 3.5.1.7, the Engineer may authorize continuation of the work in the area, if in his judgment the actual bond strength of the verification cores is adequate, or he may order additional verification cores, both in the sound concrete and the work area or he may reject this work. 3.5.2 Injection Equipment Tests. 3.5.2.1 To verify the performance of the injection equipment, pressure and ratio test shall be conducted by the method, in a frequency and with the results as set forth below. 3.5.2.2 Pressure/Ratio Test Equipment. The test equipment shall be a device with two independent sections, identical in design and function, one for each adhesive component, complete with proper fittings, pressure gauges (250 psi max. rating), in-line filters and needle valves with appropriate discharge nozzles. The device shall be capable of controlling flow rate and pressure of each adhesive component independently by opening or closing the needle valves. 3.5.2.3 Pressure Test. (a) Test Method. The mix-head of the injection equipment, in the off-position for this purpose, shall be disconnected from the two adhesive component delivery hoses which are then re-connected to the appropriate section of the pressure/ratio test device. The valves of the test device shall be closed. The injection equipment shall then be started and allowed to operate until the pressure in the test device reaches and exceeds 160, but not more than 200 psi in both sections. The injection equipment shall then be turned off and the pressure shall be let down to 160 psi by slightly opening each valve. After reaching 160 psi, the valves shall be closed and the pressure in the system observed for 5 minutes. (b) Test Result. During the two minute waiting period the pressure in each section of the pressure/ratio test device shall not fall to below 150 psi. (c) Frequency of Test. The pressure test shall be performed on the injection equipment at the beginning and the middle of each work shift it is used. 3.5.2.4 Ratio Test. (a) Test Method. Employing the test device described in 3.5.2.2 and connecting it in the same manner as described in 3.5.2.3 to the injection equipment, the injection equipment is in operation and the adhesive components are being simultaneously discharged and collected in separate preweighed or calibrated containers. At least 100 g or 3 fluid ounces of the lesser volume component of the two component adhesive shall be collected. For greater accuracy of the test, samples shall be obtained by simultaneously collecting the adhesive components while the equipment is running. To accomplish this the sample containers shall be quickly and simultaneously moved into the stream of the adhesive components and removed when sufficient sample was collected. (b) Test Requirements. The test shall be conducted at atmospheric pressure and at 160 psi at the prevailing job site temperature and employing the adhesive to be used in the repair. (c) Test Results. The average error of at least three individual tests in the ratio of the two adhesive components collected shall not exceed +/- 5%. (d) Test Frequency. The ratio test shall be conducted at the beginning and the middle of each shift the injection equipment is in use. The Engineer may direct the contractor/subcontractor to conduct additional ratio tests, if there is reason to believe that the equipment does not deliver the adhesive in the proper proportions. |
||
| 4.0 | Προσόντα Συνεργείου Εργλολάβου | |
| 4.1 Contractor/Subcontractor's Pre-Qualification. The epoxy injection work shall be performed by an approved/licensed applicator of the Injection Process, who has received training in the use of injection equipment, materials and has been familiarized with the techniques used in their application in crack repair. |
||
| 4.2. Workman's Qualification. Contractor/Subcontractor workmen engaged in epoxy injection work shall have satisfactorily completed a program of instruction in the methods of repairing concrete structures, wooden timbers and beams utilizing the Epoxy Injection Process and Epoxy adhesives. These instructions shall familiarize the workmen with the causes of cracking in concrete, proper material selection, planning and execution of epoxy injection work and the operation, trouble shooting and maintenance of equipment. |
||
| 5.0 | Μετρήσεις και Πληρωμή | |
| 5.1 Επιμέτρηση. Η επισκευές ρωγμών με εποξειδικά εποξικά ενέσιμα συγκολλητικά θα πρέπει να καταμετρούνται ανά τρέχον μέτρο ρωγμής, ή ανά τοποθεσία, ή ανά εργάσιμη ημέρα, ή κατά αποκοπή (lump sum), ή με υλικά και εργασία (time and material). |
||
| 5.2 Πληρωμή. Η πληρωμή των επισκευών ρωγμών με ενέσιμες εποξειδικές εποξικές συγκολλητικές ρητίνες θα πρέπει να γίνουν σύμφωνα με το ποσό της σύμβασης σε μονάδες όπως περιγράφονται στην 5.1. |